paint booth ventilation
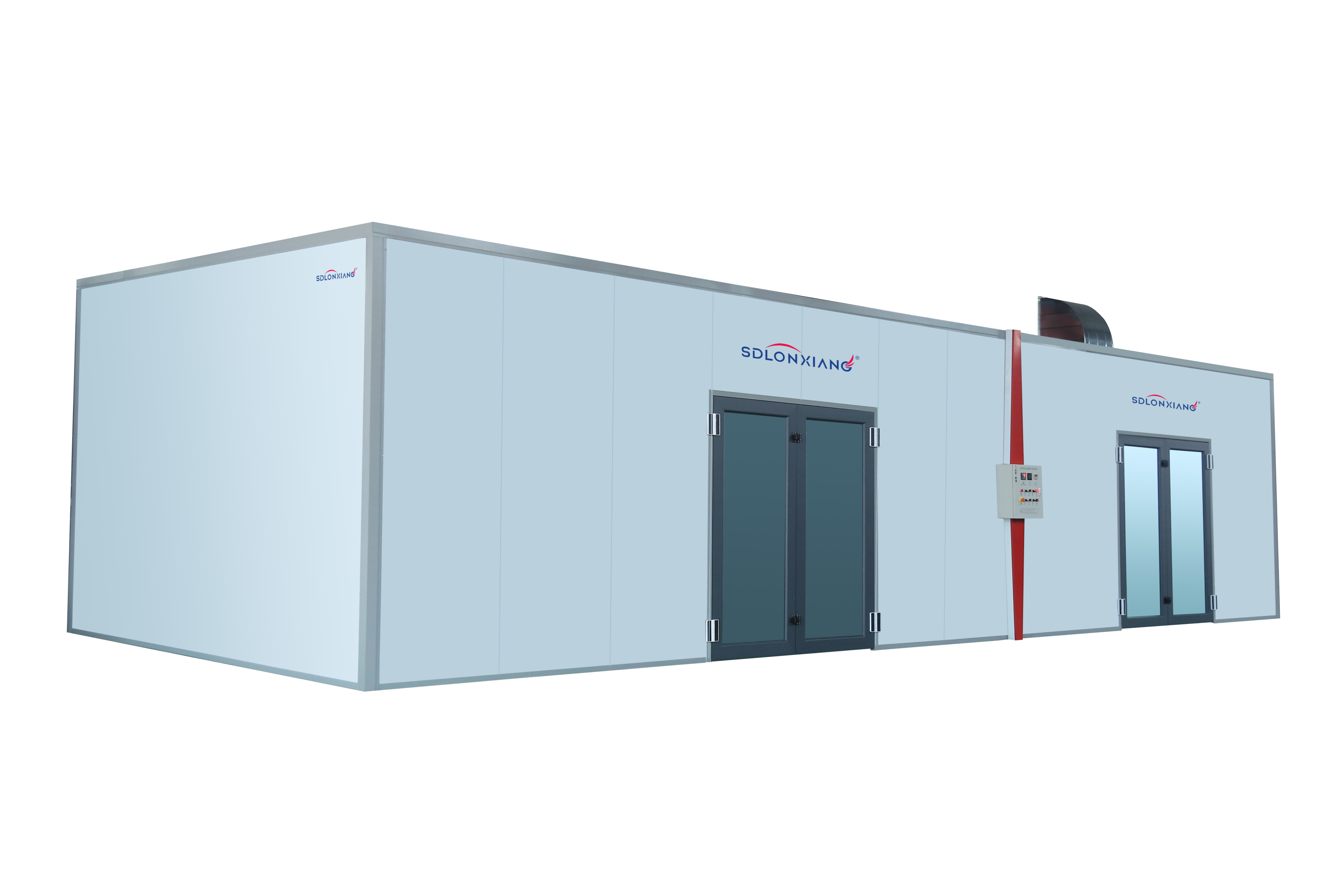
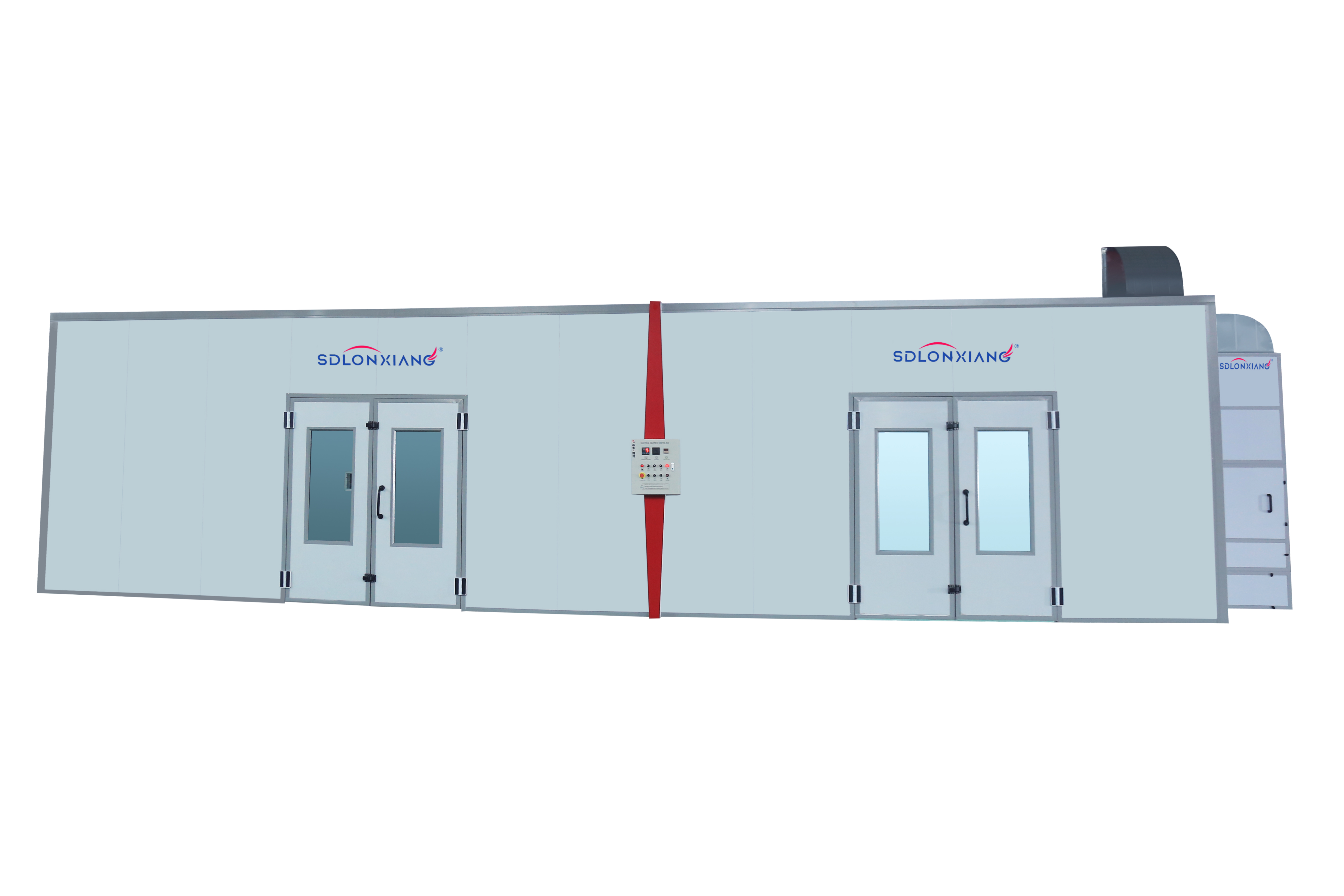
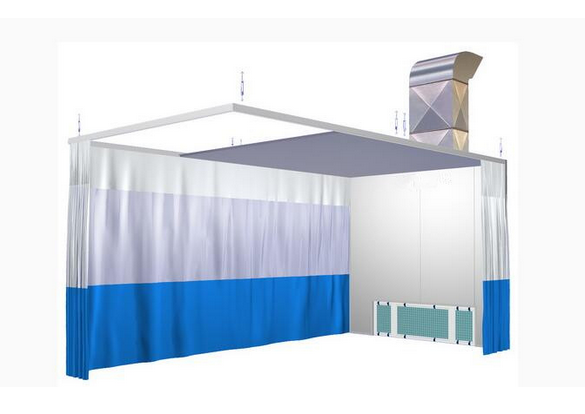
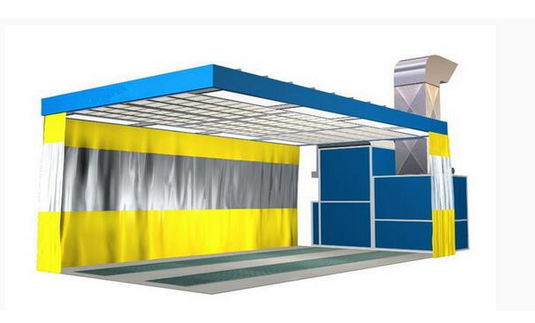
Paint booth ventilation represents a critical component in modern industrial finishing operations, serving as the backbone of efficient and safe spray painting processes. This sophisticated system encompasses a comprehensive network of air handling equipment designed to control airborne contaminants, regulate temperature and humidity, and maintain optimal working conditions within paint application environments. The primary functions of paint booth ventilation include the extraction of overspray particles, removal of volatile organic compounds (VOCs), and the provision of clean, filtered air circulation that ensures consistent paint application quality. The technological framework incorporates advanced filtration systems featuring multi-stage filters that capture particles ranging from coarse overspray to fine aerosols. Modern paint booth ventilation systems utilize precision-engineered airflow patterns that create laminar air movement, directing contaminated air away from the work surface while preventing cross-contamination between different painting zones. These systems integrate sophisticated control mechanisms that monitor air velocity, pressure differentials, and filter loading conditions to maintain peak performance standards. Temperature control capabilities enable operators to optimize curing conditions and paint viscosity management, while humidity regulation prevents moisture-related defects in finished coatings. Applications span diverse industries including automotive manufacturing, aerospace production, furniture finishing, industrial equipment coating, and architectural metalwork. The versatility of paint booth ventilation allows customization for various booth configurations, from small-scale touch-up stations to large-scale production lines handling oversized components. Energy recovery features in contemporary systems capture waste heat for reuse, reducing operational costs while maintaining environmental compliance. Safety integration includes explosion-proof electrical components, fire suppression compatibility, and emergency shutdown protocols that protect personnel and equipment. The modular design approach enables scalable installations that adapt to changing production requirements while maintaining consistent performance standards across different operational scales.