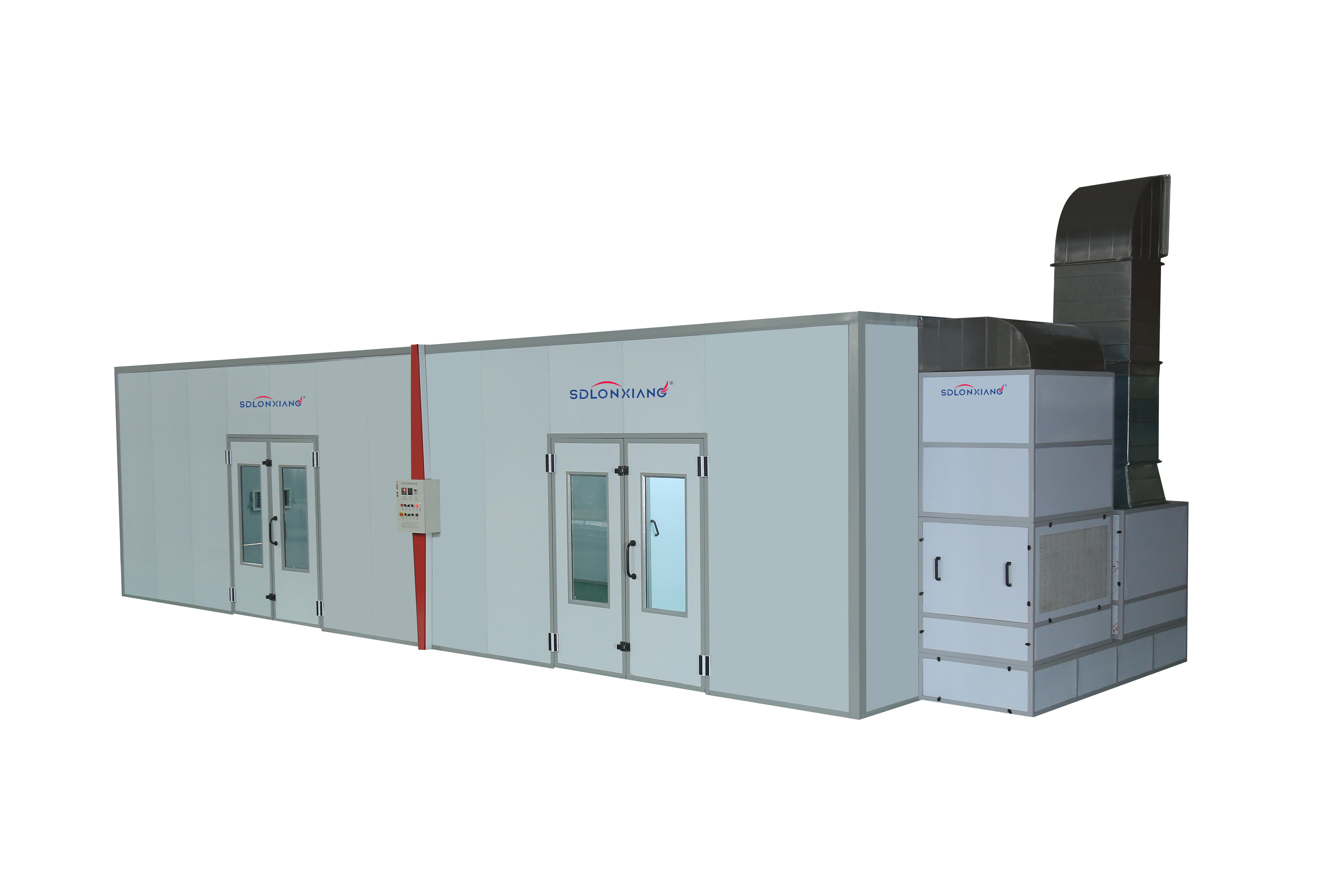
manufacturing paint booth
A manufacturing paint booth represents a specialized enclosed workspace designed to facilitate the controlled application of coatings, paints, and finishes to various industrial products and components. This essential equipment serves as the cornerstone of modern finishing operations across automotive, aerospace, furniture, and general manufacturing industries. The manufacturing paint booth creates an optimal environment that ensures consistent, high-quality finishes while maintaining strict safety and environmental standards. At its core, the manufacturing paint booth functions as a controlled atmosphere chamber where products undergo surface preparation, primer application, base coat application, and final finishing processes. The booth's primary purpose centers on containing overspray, controlling airborne particles, and maintaining proper ventilation to protect both workers and the surrounding environment from potentially harmful paint vapors and particulates. Modern manufacturing paint booths incorporate sophisticated filtration systems that capture and remove contaminants from the air, ensuring clean application conditions that result in superior finish quality. The technological features of a manufacturing paint booth include advanced airflow management systems, temperature and humidity controls, integrated lighting systems, and fire suppression mechanisms. These booths utilize either downdraft, cross-draft, or semi-downdraft airflow patterns to optimize paint application conditions and minimize contamination risks. The filtration technology employed in manufacturing paint booths typically consists of multiple stages, including intake filters, exhaust filters, and specialized capture systems designed to trap paint particles and volatile organic compounds. Climate control systems within the manufacturing paint booth maintain precise temperature and humidity levels, which are crucial for proper paint adhesion, curing, and overall finish quality. Professional-grade lighting ensures operators have adequate visibility during application processes, while safety systems protect against fire hazards and ensure compliance with occupational health regulations.