powder coating booths for sale
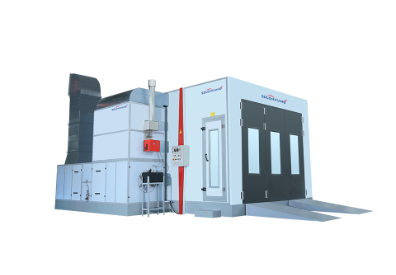
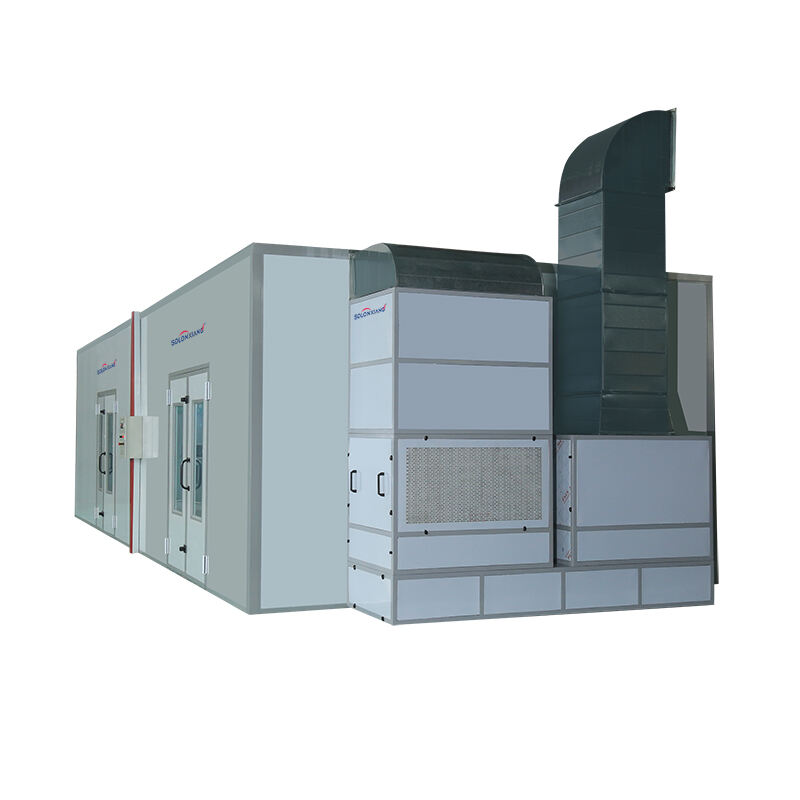
Powder coating booths for sale represent essential equipment for businesses seeking efficient and professional finishing solutions. These specialized enclosures create controlled environments where powder coating processes occur with optimal precision and safety. Modern powder coating booths for sale feature advanced ventilation systems, precise temperature controls, and ergonomic designs that streamline operations while ensuring consistent results. The primary functions include containing overspray, maintaining proper airflow patterns, filtering contaminated air, and providing adequate lighting for detailed work. Technological features encompass digital control panels with programmable settings, variable speed exhaust fans, multi-stage filtration systems, and integrated powder recovery mechanisms. These booths utilize electrostatic application principles, where charged powder particles adhere to grounded workpieces before curing in separate ovens. Applications span automotive refinishing, architectural hardware coating, furniture manufacturing, industrial machinery finishing, and decorative metalwork projects. The booths accommodate various workpiece sizes, from small components to large structural elements, making them versatile solutions for diverse manufacturing needs. Advanced models incorporate energy-efficient LED lighting systems, explosion-proof electrical components, and sophisticated monitoring devices that track performance metrics. Safety features include emergency shut-off systems, fire suppression capabilities, and compliance with OSHA regulations. The controlled environment prevents contamination while maximizing powder utilization rates, reducing waste and operational costs. Modern powder coating booths for sale offer modular designs that allow customization based on production requirements, available floor space, and specific industry standards. These systems integrate seamlessly with existing production lines, featuring conveyor compatibility and automated powder delivery systems that enhance workflow efficiency.