Customizable Modular Design and Scalability Solutions
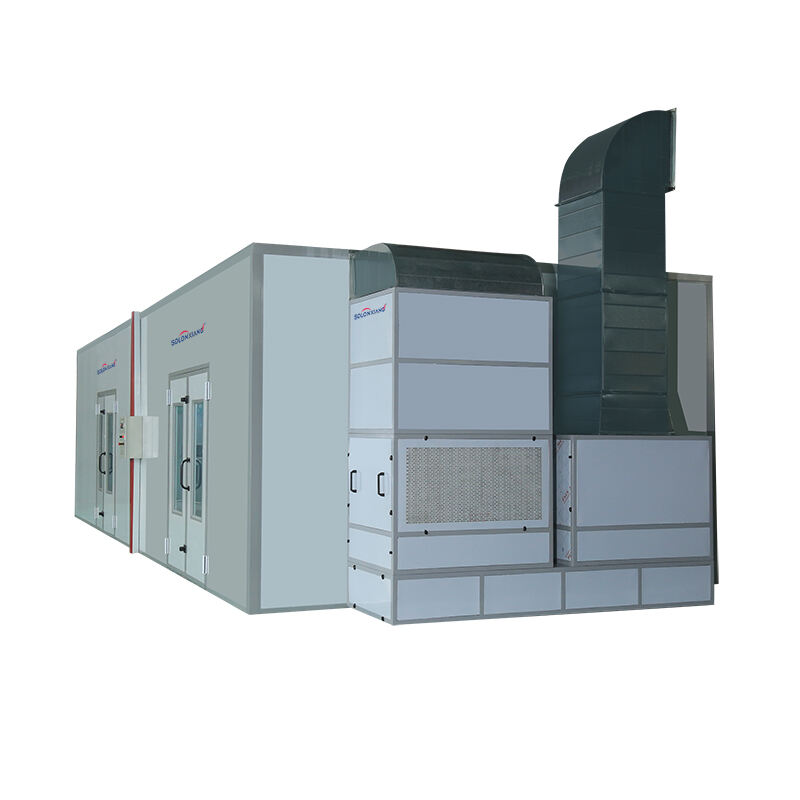
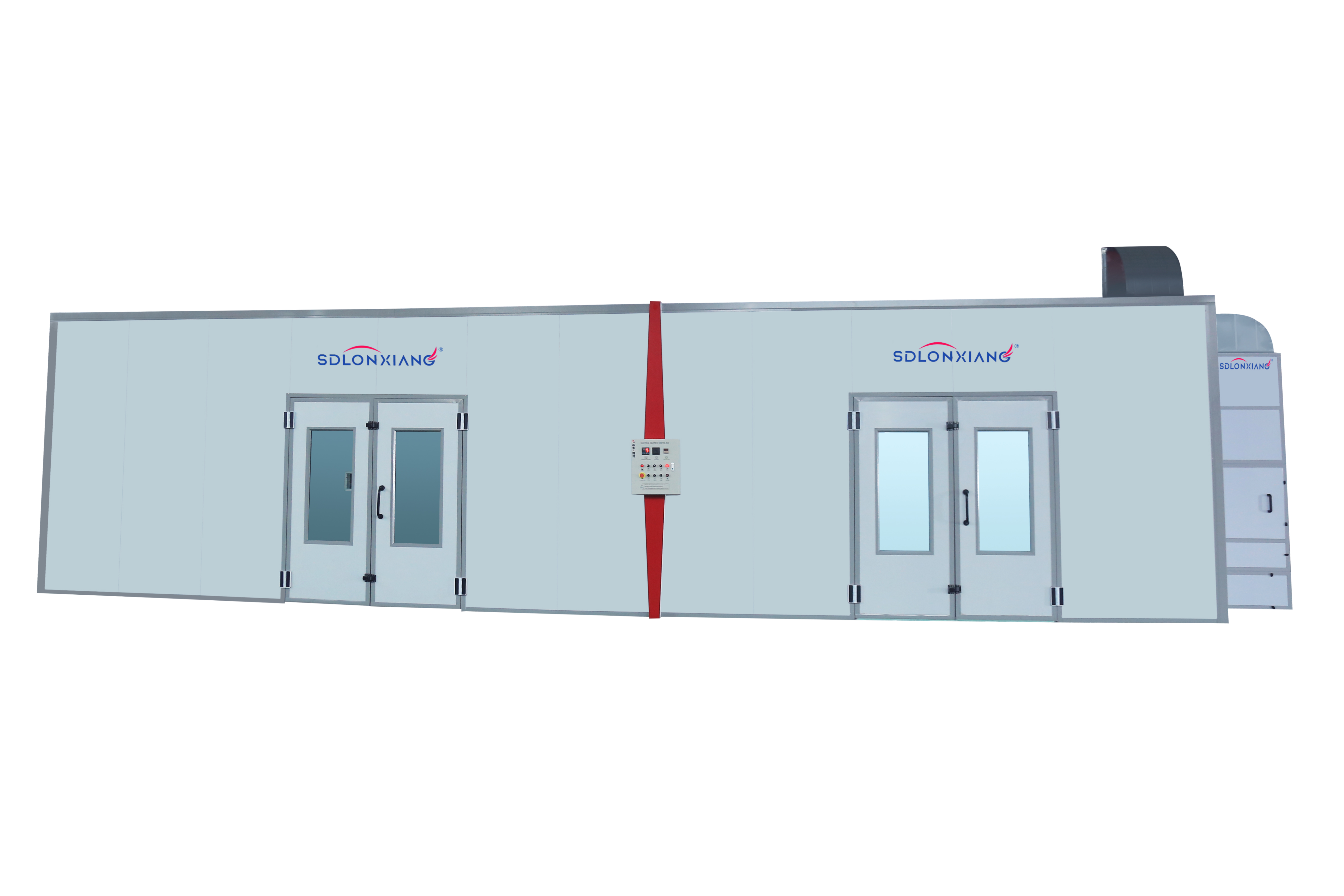
The modular design approach employed by professional industrial paint mixing room suppliers offers unparalleled flexibility and scalability that adapts to evolving business requirements and facility constraints. These customizable systems can be configured to fit existing building layouts without requiring extensive structural modifications, minimizing installation costs and reducing implementation timeframes. Modular components include mixing stations, storage areas, dispensing equipment, and control systems that can be arranged in various configurations to optimize workflow patterns and maximize operational efficiency. Expansion capabilities allow businesses to increase mixing capacity incrementally as production demands grow, protecting initial capital investments while supporting business growth objectives. Pre-engineered modules arrive at installation sites with factory-tested components and standardized interfaces, reducing on-site construction time and ensuring consistent quality across all system elements. Portable mixing units provide temporary or seasonal capacity increases without permanent facility modifications, offering flexibility for businesses with fluctuating production schedules. Integration capabilities enable seamless connection with existing plant automation systems, enterprise software platforms, and quality management databases, ensuring the mixing room operates as an integral part of broader manufacturing operations. Standardized maintenance procedures across modular components simplify service requirements and reduce spare parts inventory needs, lowering long-term operational costs. Retrofitting options allow older mixing facilities to incorporate modern automation and safety features without complete system replacement, extending equipment life while improving performance and compliance. Space optimization features maximize mixing capacity within limited floor areas through vertical storage systems, compact equipment designs, and efficient workflow layouts. Future-proofing considerations include provisions for emerging technologies, changing regulatory requirements, and evolving paint formulations, ensuring systems remain viable throughout their operational lifespan. Documentation packages provided with modular systems include detailed specifications, installation procedures, and maintenance schedules that facilitate ongoing operations and regulatory compliance activities.