industrial paint mixing rooms
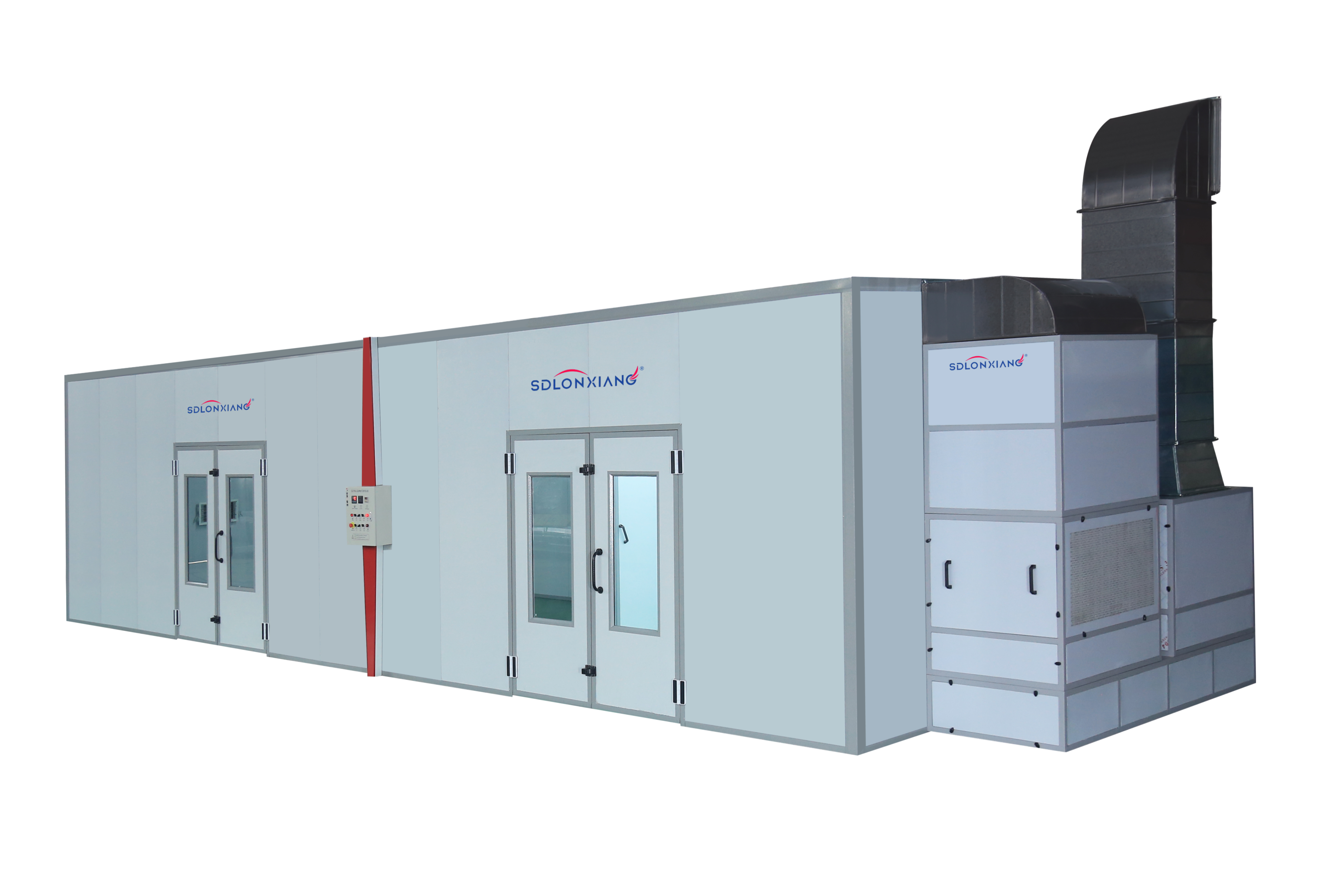
Industrial paint mixing rooms represent specialized facilities designed to handle the complex process of paint formulation and preparation in manufacturing environments. These controlled spaces serve as the central hub where raw materials transform into finished coatings through precise blending operations. Industrial paint mixing rooms incorporate sophisticated ventilation systems, temperature control mechanisms, and safety protocols to ensure optimal mixing conditions while protecting workers from hazardous fumes and chemicals. The primary function of these facilities involves combining pigments, resins, solvents, and additives in exact proportions to create custom paint formulations that meet specific application requirements. Modern industrial paint mixing rooms feature automated dispensing systems that deliver precise measurements of each component, reducing human error and ensuring consistent quality across production batches. These rooms typically include specialized mixing equipment such as high-speed dispersers, planetary mixers, and ball mills that achieve thorough homogenization of all ingredients. Temperature regulation systems maintain optimal viscosity levels during the mixing process, while advanced filtration units remove impurities that could compromise paint quality. Industrial paint mixing rooms also incorporate comprehensive safety measures including explosion-proof electrical systems, emergency shut-off valves, and fire suppression equipment to handle the inherent risks associated with volatile organic compounds. The technological features of these facilities extend to computerized control systems that monitor mixing parameters in real-time, allowing operators to adjust variables instantly for optimal results. Quality control laboratories within industrial paint mixing rooms enable immediate testing of color accuracy, consistency, and performance characteristics before products reach the application stage. These specialized environments cater to diverse industries including automotive manufacturing, aerospace production, marine coatings, architectural applications, and industrial equipment finishing, where precise color matching and performance specifications are critical for success.