industrial paint booth manufacturers
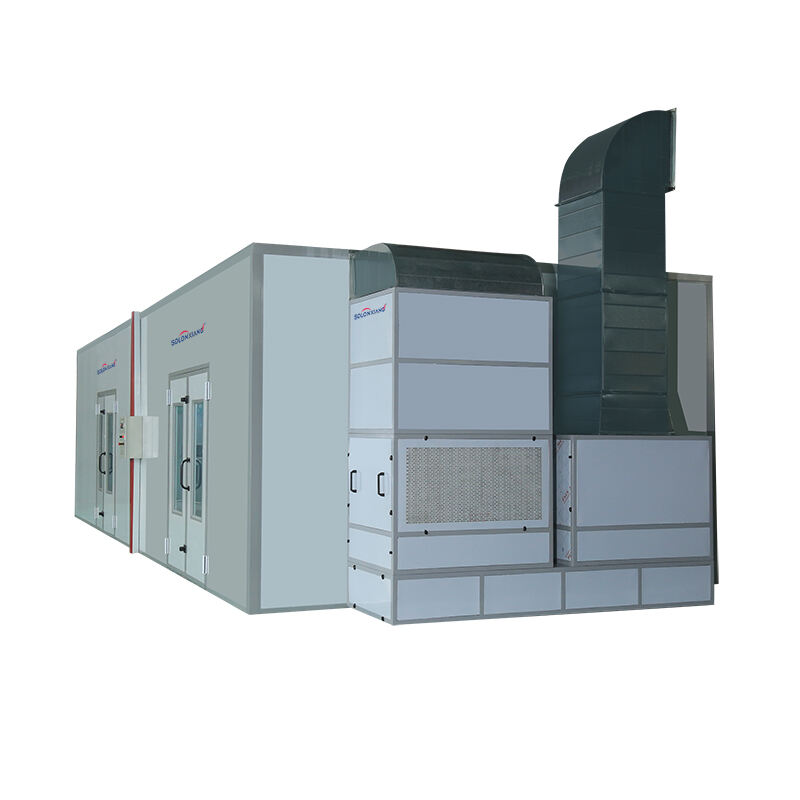
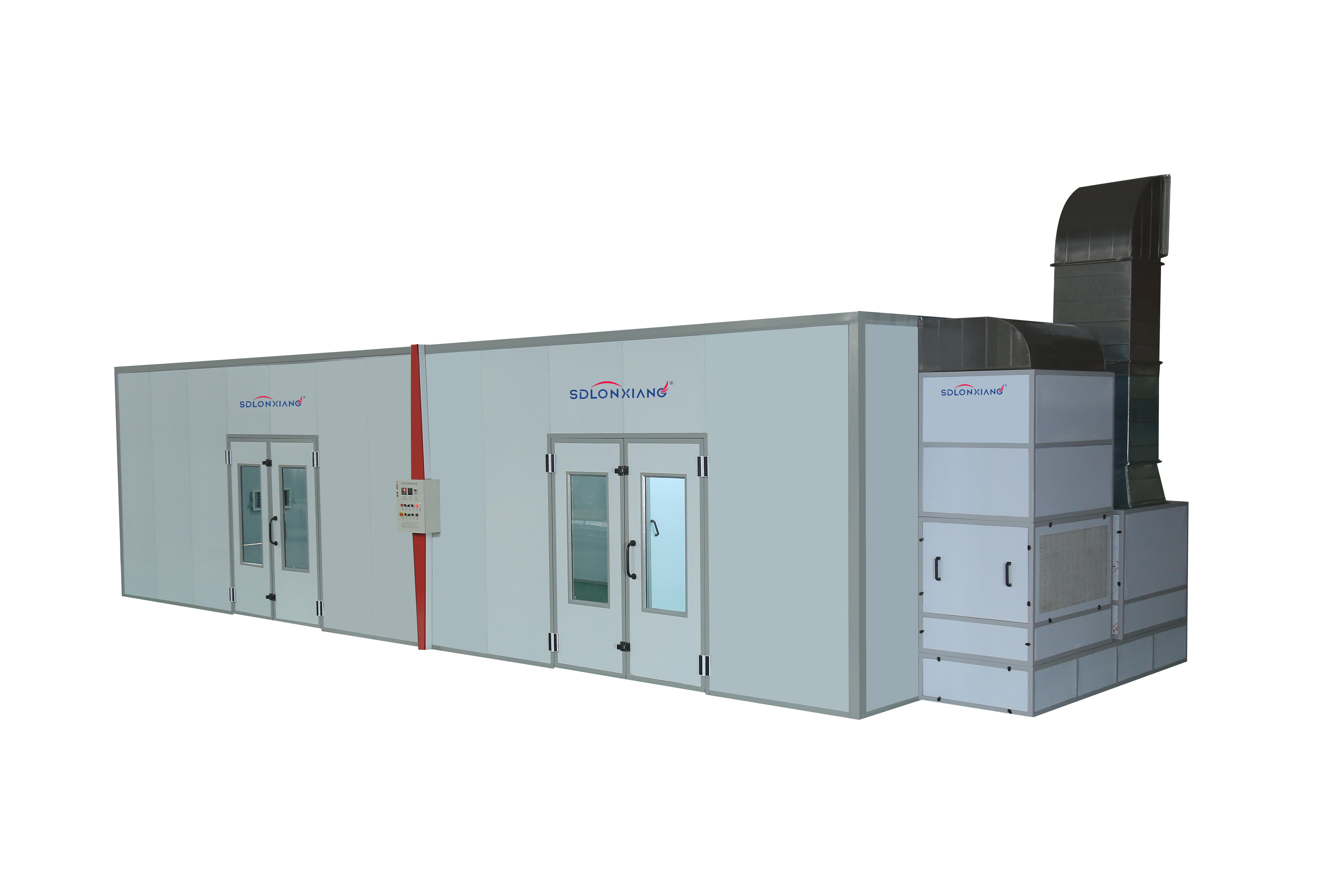
Industrial paint booth manufacturers represent a specialized sector within the manufacturing industry, dedicated to designing and producing sophisticated painting systems for various commercial and industrial applications. These manufacturers create controlled environments where products receive professional-grade paint finishes while maintaining strict safety standards and environmental compliance. The primary function of industrial paint booth manufacturers centers on developing enclosed systems that capture overspray, control airflow patterns, and provide optimal conditions for paint application across diverse industries including automotive, aerospace, furniture, machinery, and metal fabrication. Modern paint booth systems incorporate advanced ventilation technology that ensures proper air circulation, removing harmful vapors and particles while maintaining consistent temperature and humidity levels throughout the painting process. Industrial paint booth manufacturers utilize cutting-edge filtration systems that capture paint particles before they escape into the atmosphere, supporting environmental regulations and workplace safety requirements. These systems typically feature multiple stages of filtration, including intake filters that clean incoming air and exhaust filters that remove contaminants from outgoing airflow. Temperature control mechanisms represent another critical technological feature, with many manufacturers incorporating heating systems that cure paint finishes efficiently while reducing energy consumption. Advanced control panels allow operators to monitor and adjust various parameters such as airflow velocity, temperature settings, and lighting conditions to achieve consistent, high-quality finishes. Industrial paint booth manufacturers design their systems with modular components that facilitate installation, maintenance, and future upgrades. Fire suppression systems integrated into these booths provide essential safety protection, automatically detecting and extinguishing potential fires caused by volatile paint fumes. The applications for these systems span numerous sectors, from small-scale custom painting operations to large manufacturing facilities requiring continuous production capabilities. Industrial paint booth manufacturers continue innovating with smart technology integration, offering remote monitoring capabilities and predictive maintenance features that optimize performance while minimizing downtime.