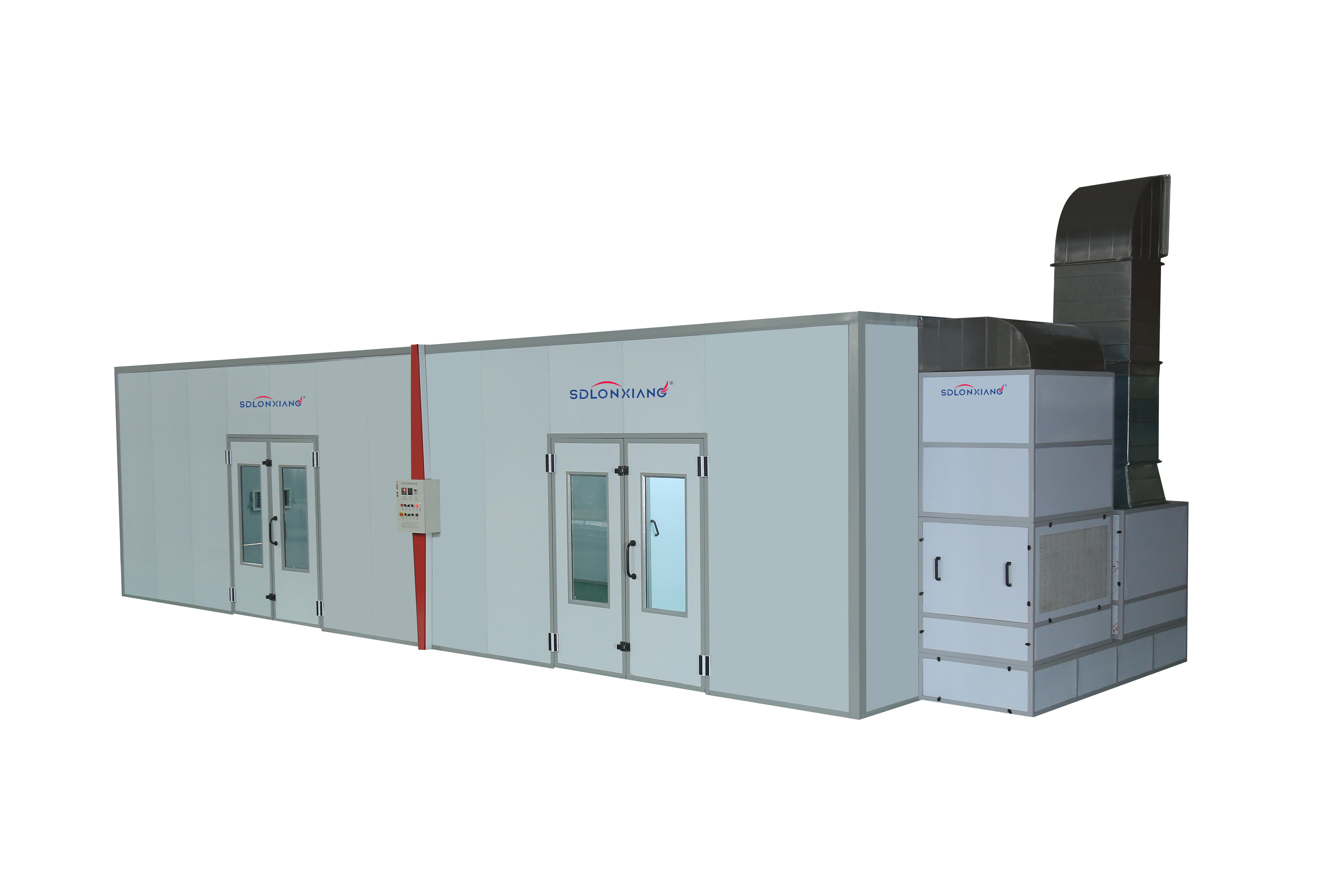
grelniki za barvalno kabino
Grelniki za barvne kabine predstavljajo bistveno opremo za avtomobilsko prebarvanje, industrijske procese nanášanja premazov in različne postopke nanašanja barve. Ti specializirani sistemi ogrevanja ohranjajo optimalne temperaturne pogoje znotraj barvnih kabin, kar zagotavlja odlično oprijemanje barve, hitrejše strjevanje in zaključke profesionalne kakovosti. Sodobni grelniki za barvne kabine uporabljajo napredno tehnologijo zgorevanja za dosledno in nadzorovano porazdelitev toplote po celotnem delovnem prostoru. Glavna funkcija grelnikov za barvne kabine je ustvariti idealno okolje, v katerem se lahko delci barve pravilno atomizirajo in oprijamejo površin. Nadzor temperature ostaja kritičen, saj nezadostna toplota vodi do slabega toku barve, teksture tipa »portokalina lupina« in podaljšanih časov sušenja. Nasprotno pa prekomerna toplota povzroči hitro izhlapevanje topil, kar vodi do suhega pršenja in neenakomernega prekrivanja. Grelniki za barvne kabine vključujejo sofisticirane nadzorne sisteme, ki samodejno spremljajo in prilagajajo temperature ter ohranjajo natančne pogoje za optimalne rezultate. Te enote za ogrevanje imajo običajno trdno konstrukcijo iz odpornih proti koroziji materialov, da prenesejo agresivna kemična okolja, ki so pogosta v barvnih kabinah. Varnostni mehanizmi vključujejo sisteme za nadzor plamena, avtomatske ventile za zapiranje in električne komponente, odporne proti eksploziji, ki so posebej zasnovani za nevarna območja. Mnogi grelniki za barvne kabine uporabljajo posredne metode ogrevanja, pri katerih se zgorevanje odvija v ločeni komori, medtem ko čist, ogret zrak kroži skozi kabino. Ta zasnova preprečuje onesnaževanje s stranske produkti zgorevanja in hkrati zagotavlja enakomerno porazdelitev temperature. Energetska učinkovitost predstavlja še en pomemben vidik, saj sodobni grelniki za barvne kabine vključujejo sisteme za rekuperacijo toplote in regulacijo hitrosti, s čimer zmanjšujejo obratovalne stroške. Uporaba sega na številna področja, vključno z avtoreparaturnimi delavnicami, proizvodnimi obrati, obrati za dokončno obdelavo pohištva in procese premazovanja v letalski in vesoljski industriji. Poklicni slikarji in strokovnjaki za premaze se zanašajo na grelnike za barvne kabine, da dosežejo dosledne rezultate, zmanjšajo ponovno obdelavo in ohranjajo proizvodne urnike. Univerzalnost teh sistemov omogoča prilagoditev glede na velikost kabin, zahteve za prezračevanje in določene potrebe po uporabi.